-

张家港达利源机械有限公司
主营:弯管机,切管机,切割机 - 13801560697

张家港达利源机械有限公司
主营:弯管机,切管机,切割机 6
6

缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械。
移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。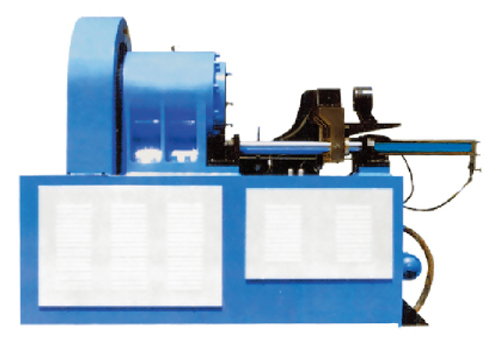
通过机械传动,带动钢管旋转,并在钢管的一端用火焰加热,当达到一定温度时,用成型模对加热的钢管头部进行赶制,直至达到所要求的形状为止。
注:我单位的缩管机,支撑座、加热环、模具支架三位一体固定在一个底座上,这个底座与底盘轨道连接,可以按要求的长度进行调接。